bombas de doble tornillo
listado de bombas
catálogo
raptor
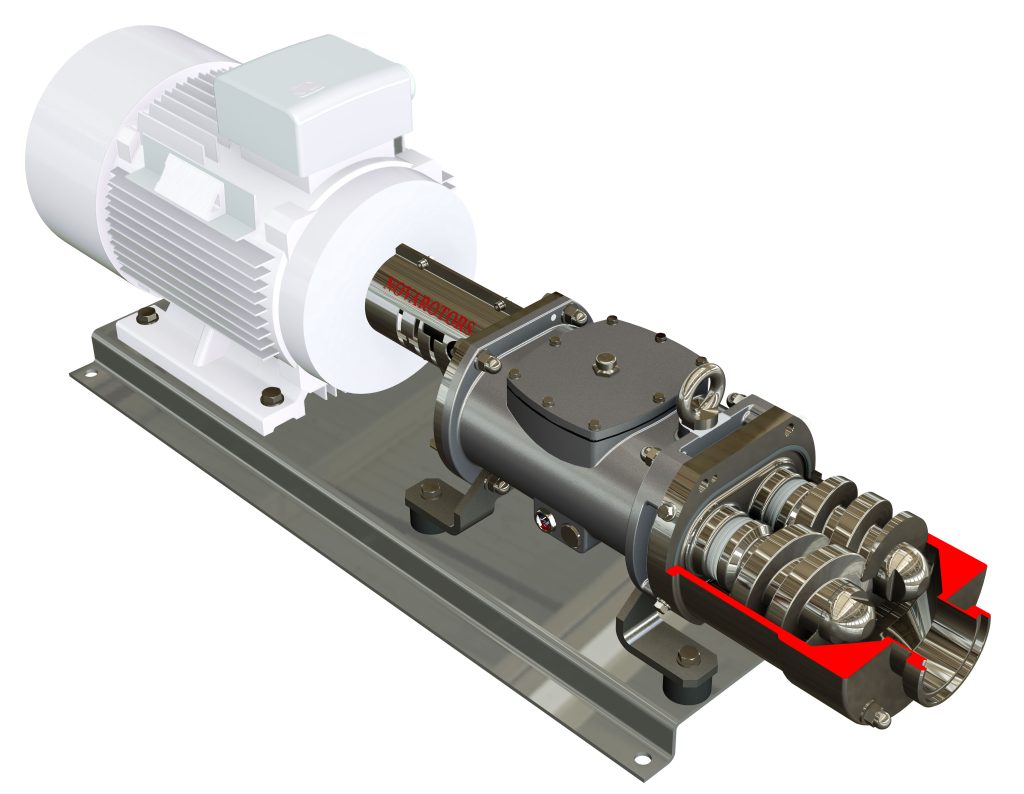
Bombas higiénicas de doble husillo para las industrias Alimentaria y Química, diseñadas para un transporte suave con pulsaciones mínimas y alta capacidad de succión (bajo NPSHr).
Su construcción robusta permite funcionamiento en seco, procesos CIP integrados y manejo de líquidos de muy alta viscosidad, sólidos y productos abrasivos. Diseño compacto con alto rendimiento y mantenimiento rápido para reducir paradas.


raptor 2
Bombas versátiles para industria Alimenticia, Química, Cosmética y Farmacéutica con alta capacidad de succión y procesos CIP integrados. Diseño compacto que optimiza espacio mientras maneja fluidos con sólidos y productos abrasivos hasta 150°C y viscosidades de 1.000.000 cPs. Mantenimiento rápido
para minimizar al máximo los tiempos de parada.
Caudal máximo: 200 m³/h
Presión máxima: 25 bar